Ассортимент мясных консервов весьма разнообразен по виду используемого сырья, рецептуре и способу их изготовления. Мясо и мясопродукты различных видов животных и птиц поступают на выработку консервов в сыром, вареном, соленом виде, а также в виде готовых фабрикатов.
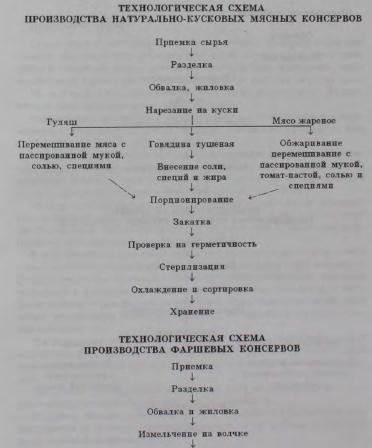
Основные операции для большинства консервов следующие: подготовка сырья (разделка, обвалка, жиловка), нарезание на куски и измельчение, порционирование, закатка, тепловая обработка, охлаждение. Различные виды консервов имеют свои особенности. Технологические схемы некоторых видов консервов приведены ниже.
Подготовка сырьяСырье перед ее использованием подготавливают. Основное сырье консервный цех принимает, соблюдая требования и правила, включая определение состояния, вида и упитанности мясной туши, количества, массу принимаемой партии. Особое внимание уделяют качеству зачистки туши.
Мясные туши поступают в охлажденном, замороженном виде. Замороженные туши предварительно размораживают.
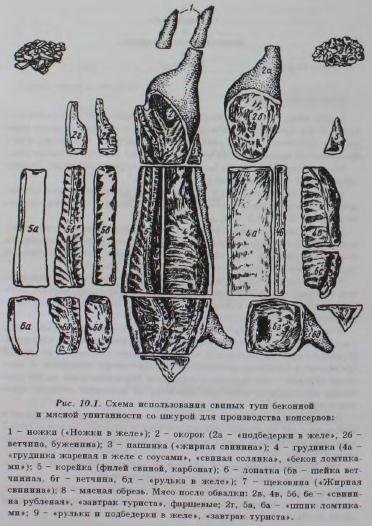
Разделку туш производят в зависимости от его последующего использование. Схемы разделки свиных, говяжьих и бараньих туш представлены на рисунках 10.1; 10.2; 10.3; 10.4; 10.5.
Наряду с традиционными методами в консервном производстве применяют обвалку полутуш в вертикальном положении. Вертикальная обвалка позволяет облегчить труд обвальщиков, повышает производительность труда и снижает бактериальную обсемененность (рис. 10.6).
Мясо жилуют, удаляя лишь грубые соединительно-тканные образования, крупные сосуды, железы, хрящи и кости. Жир-сырец жилуют, отделяя посторонние ткани и прирези. При жиловке мяса и жир-сырец одновременно нарезают на куски массой до 500-600 г.
В зависимости от качества и вида сырья различные части туши и мясо с них можно использовать для производства различных видов консервов. Отрубы свиных туш беконной и мясной категории упитанности со шкурой применяют в основном для изготовления ветчинных консервов, а мясо после обвалки — для фаршевых консервов. Мясо отдельных частей туши можно использовать также для производства консервов «гуляш», «свиные котлеты».
При разделке и обвалке говяжьих туш 1 категории упитанности сырье используют для фаршевых консервов и « мясо тушеное». Говяжьи туши 2 категории упитанности идет в основном на изготовление «Говядина тушеная».
При дифференцированной обвалке из мяса отдельных частей туши изготовляют консервы более широкого ассортимента.
Разделка, обвалка и жиловка сырья в консервном производстве осуществляется на типовых конвейерных линиях, используемых в сырьевых цехах колбасного производства.
Подготовка субпродуктовОбработка субпродуктов перед их использованием в консервном производстве включает их размораживание, освобождение от загрязнений, удаление малоценных тканей, отделение жира.
Языки — осматривают, удаляют остатки калтыка и подьязычной кости, моют в воде и очищают от слизистой оболочки на центрифугах (температура воды 75-80°С, продолжительность обработки 1-4 минут). После охлаждения говяжьи и свиные языки сортируют по массе.
Печень — осматривают, жилуют, нарезают на куски массой 300-500 грамм и в течение 5—10 минут промывают в холодной воде.
Почки — жилуют, разрезают на 2—4—16 частей и 2 часа вымачивают в холодной проточной воде.
Сердце и легкие обезжиривают, разрезают, зачищают от сгустков крови и кровеносных сосудов, промывают в холодной воде.
Мозги — промывают в теплой воде, удаляют наружную оболочку, кровоподтеки, разделяют на два полушария, вторично промывают.
Подготовка тушек птицы и кроликовРазмороженные или охлажденные тушки птицы опаливают газовыми горелками и зачищают. У опаленных тушек отделяют головы, лапки по скакательный сустав и крылышки по плечевой сустав. У непотрошенной и полупотрошенной птицы удаляют внутренности, после чего тушки моют и разрезают на 4 или 8 частей. Печень, желудок и сердце зачищают, обезжиривают, промывают.
После приемки и предварительной обработки мясо, субпродукты птицы и кроликов, учитывая разнообразие ассортимента выпускаемых консервов обрабатывают по-разному перед закладкой в банки: нарезают, измельчают, варят, бланшируют, солят и т.д. в соответствии с рецептурой и технологической инструкцией.
Измельчение мясного сырьяИзмельчение производят различными способами в зависимости от вида вырабатываемых консервов. При производстве натуральных консервов отжилованное мясо нарезают вручную, на мясорезательных машина почкорезках на куски массой от 30 до 200 гр. для их закладки в банку вместе с солью, специями. Тушки птицы разрубают. При производстве фаршевых, паштетных консервов сырье измельчают на волчках, куттерах, куттер-мешалках, эмульситаторах.
Перемешивание сырьяВ консервном производстве при изготовлении фаршевых консервов перемешивают готовый фарш со шпиком перед фасованием в банки; сухую соль с мясом перед выдержкой в посоле, вторичным измельчением на волчке.
Применение вакуумирования при перемешивании мясного фарша значительно улучшает качество готовых изделий.
Посол мясного сырьяПри производстве мясных консервов в мясное сырье добавляют соль. Его добавляют непосредственно при фасовке продукта в банки или так, например, при производстве консервов «Субпродукты рубленые» соль перемешивают с остальными компонентами консервов на мешалке и затем передают продукт на фасовку. Для некоторых консервов посол совмещают с бланшировкой («Почки в томатном соусе») или обжаркой. Посол в присутствии нитрита натрия проводят при выработке фаршевых, ветчинных изделий.
При производстве ветчинных консервов независимо от вида последующей тепловой обработки, а также для консервов, изготовляемых с предварительной тепловой обработкой сырья, посол осуществляют сухим, мокрым и смешанным способом.
Продолжительность и способ посола зависят от вида вырабатываемых консервов. При производстве ветчинных консервов окорока и лопаточную часть после зачистки шприцуют, заливают рассолом и выдерживают в посоле двое суток. После посола окорока и лопаточную часть выдерживают для созревания 5-7 суток, коптят, обваливают, варят в формах, после чего охлаждают и фасуют в банки. При подготовке сырья для производства консервов «Завтрак туриста» посолочные ингредиенты перемешивают с мясом в мешалке и солят в тазиках 48 часов.
Предварительная тепловая обработка сырьяСырье перед закладкой в банку иногда подвергают предварительной тепловой обработке: бланшировке, обжариванию, варке, копчению и т.д.
Бланшировка или ее иначе называют кратковременной варкой производится для уменьшения в мясе воды с тем условием, чтобы увеличить в консервной банке коэффициент заполнения питательными веществами. После бланшировки масса мяса уменьшается на 40-45%, а объем на 30% за счет уменьшения воды и растворимых в ней веществ. Бланшировку производят в собственном соку или в воде. В первом случае или вовсе не добавляют воды, или не более 4%. Получают бульон высокого качества с приятным привкусом и запахом. К концу бланшировки бульон должен содержать не менее 15% сухих веществ. Бланшировку считают законченной, если мясо на разрезе имеет серый цвет и не выделяет при надавливании кровянистого мясного сока. Бланшированное мясо охлаждают примерно до 50°С и направляют для закладки в банки. Бланшировка в воде в отличии от бланшировки в собственном соку позволяет механизировать погрузку и разгрузку бланшировочных котлов, но бульон получается более низкого качества. Бланшировку обычно производят в варочном опрокидывающемся котле периодического действия или в аппарате бланширователе ФБН непрерывного действия, изготовленный в виде наклонного цилиндра, внутри которого расположены два шнека, вращающиеся в разные стороны.
Обжаривание- тепловая обработка продуктов в большом количестве жира. Жир являясь жидкой теплопередающей средой, позволяет равномерно нагревать всю поверхность. Обладая небольшой теплопроводностью, он защищает продукт от сильного местного перегрева. Кроме того жир пропитывает обжариваемый продукт и увеличивает его пищевую ценность. Большое значение имеет температура обжаривания и величина кусков. При высокой температуре сокращается время обработки, но при этом продукт снаружи обжаривается полностью, а внутри сырой. Если температура обработки слишком низкая, продолжительность процесса увеличивается, мясо плохо обжаривается. Поэтому оптимальная температура обжаривания 150-160°С, время обжаривания 8-10 минут. После обжаривания мясо приобретает слегка подсушенную поверхность, приятный аромат и вкус. В зависимости от типа вырабатываемых консервов обжаривание производят после бланшировки или без нее, один раз или двукратно, с использованием костного, свиного жира, подсолнечного или сливочного масла.
Сырье для приготовления некоторых видов консервов («Мясо жареное») обжаривают дважды: первый раз - 20-25 минут в варочном опрокидывающемся котле, второй раз - 15 минут на противнях электрической плиты.
Варка представляет собой процесс термической обработки мяса с целью доведения его до состояния кулинарной готовности. Мясо варят до температуры внутри мясопродуктов 68-72°С. Варка отличается от бланшировки более низкой температурой греющей среды и большой продолжительностью процесса. В консервном производстве варке подвергают сформованные сосиски после обжарки.
Приготовление мясной паштетной массыМясные паштеты изготовляют из бланшированной говядины или баранины и мяса из консервов, оказавшихся негерметичными после стерилизации. бланшированное мясо вместе с содержимым негерметичных банок смешивают с обжаренным луком и измельчают на волчке (диаметр отверстий решетки 2 мм). Затем мясо куттеруют и добавляют к нему по рецептуре жир, соль, перец и бульон, полученный при бланшировке мяса. Продолжительность куттерования 5 минут при последующей его обработке на паштетотерке и 15 минут, если не обрабатывают. Готовая масса должна быть пастообразной, однородной. В таком виде ее закладывают в банки.
Подготовка вспомогательных материаловПеред фасовкой непосредственно в банки либо до процесса перемешивания с мясным сырьем или перед введением в них вспомогательные материалы растительного происхождения осматривают, сортируют, удаляют посторонние примеси, измельчают, промывают, замачивают, бланшируют, варят и т.д. Посолочные ингредиенты и пряности инспектируют, просеивают, большинство пряностей измельчают, удаляют примеси.
Горох, фасоль и сою после приемки осматривают, очищают от примесей и неполноценных зерен. Замачивают в теплой воде на 1,5-3 час, доводя влажность до 55-60%. Затем их моют и бланшируют 6-10 минут.
Рис и перловую крупу очищают от посторонних примесей и загрязнений, промывают в холодной воде, бланшируют 8-10 минут для набухания и вновь промывают в холодной воде. Затем их передают на перемешивание с остальными ингредиентами консервов и фасовку.
Гречневую крупу, очищенную от примесей, прокаливают на противнях до приобретения ею коричневатого оттенка и замачивают в горячей воде с содержание соли 1,5% (соотношение крупы и воды 1:1). После набухания в течение 10 минут в крупу добавляют пряности, перемешивают и в горячем виде передают на фасовку.
Макароны, лапшу и вермишель осматривают, удаляют посторонние примеси и бланшируют в кипящей воде 5-10 минут, после чего их промывают холодной водой, чтобы они не слипались. К промытым макаронам, вермишели добавляют расплавленный жир во избежание склеивания их в готовых консервах. Всю массу перемешивают и передают на фасовку.
Овощи должны быть свежими, не гнилыми. Подмороженное овощное сырье в производство не допускается.
Морковь калибруют, моют, инспектируют, очищают, вторично моют, режут и удаляют из нее металлические примеси.
Картофель первоначально моют в чистой проточной воде в моечных барабанах до полного удаления загрязнений и примесей. Промытый картофель очищают на машинах с различной терочной поверхностью. Затем подвергают доочистке вручную. Очищенный картофель моют и передают на резку. Режут на овощерезках различных систем на полоски с поперечным сечением 10x10 мм или кубиками 10x15 мм. Чтобы предупредить потемнение картофеля, его загружают в холодную воду.
Лук подвергают инспектированию, очистке, мойке и резке. Инспектирование и очистку производят одновременно. Очищенный и промытый лук режут на куттере либо на овощерезках на кружки толщиной 3-5 мм. Нарезанный лук обжаривают на костном или свином жире до светлозолотистого или коричневого цвета.
Перец, гвоздику, кардамон осматривают, измельчают, если они не были измельчены, а нуждаются в этом, просеивают через сито для удаления посторонних примесей и пропускают через магнитоуловитель для удаления металлических включений.
Соль и сахар просеивают, удаляя комки и посторонние примеси, и пропускают через магнитоуловитель.
Подготовка бульонов и соусовБульоны являются составной частью некоторых видов консервов, питательны, при охлаждении образуют желе. Их получают длительной варкой в воде говяжьих и бараньих костей, сухожилий, мясокостного сырья.
Состав соусов разнообразен и для различных видов консервов определяется рецептурой. Они подразделяются на томатный, белый, сметанный, сладкий, винный и т.д. Название соуса зависит от вида наполнителя: у томатного соуса им является томат- паста, у сметанного — сметана, у белого — пассерованная мука.
Подготовка тарыСборные жестяные банки поступают в производство после проверки на герметичность Перед укладкой сырья банки и крышки моют горячей водой и стерилизуют острым паром.
Стеклянную тару также моют горячей водой. Тару, используемую вторично, сначала замачивают в 3% щелочном растворе, затем моют и ополаскивают горячей водой. Имеются специальные моечные машины.
Расфасовка сырья и материалов в банкиРасфасовка сырья и материалов в банки включает следующие операции: укладка плотных составных частей (мясо, растительное сырье, специи), заливка жидких составных частей (бульон, соус), порционирование и уплотнение содержимого банки.
В зависимости от вида сырья и степени механизации порционирование и фасовку производят вручную или механизированным способом.
Укладку и заливку составных частей консервов производят в определенном порядке согласно установленной рецептуре. В начале укладывают вручную лавровый лист, соль и специи, затем жир и после этого мясо. Соль и молотый перец фасуют дозировочно-расфасовочными устройствами. При фасовке жидкие (бульон, соусы), сыпучие (специи, крупы) дозируют машинами по объему с помощью мерных наполнительных цилиндров. Наполнительные цилиндры работают в два этапа: наполнение мерного цилиндра, разгрузка сырья в банку.
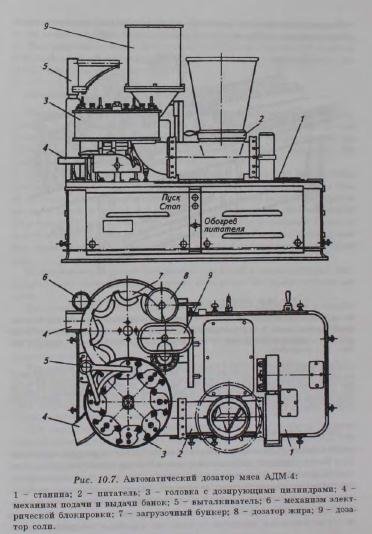
Вследствие неоднородности свойств используемого в мясоконсервном производстве сырья процесс наполнения банок пока недостаточно механизирован. В частности, машинным способом фасуют мясо, нарезанное на куски, фаршевые, паштетные консервы. Остальные виды консервов, такие как языковые, ветчинные, сосиски, консервы из птицы, фасуют вручную. Для наполнения банок мясом, нарезанным на куски, используют автоматические дозаторы типа АДМ.
Автоматический дозатор АДМ-4 (рис. 10.7.) служит для наполнения банок мясом. Корпус дозатора с электрическим или паровым подогревом питателя имеет на внутренней поверхности пазы, обеспечивающие поступление мяса при вращении шнека. Дозирующая головка имеет восемь дозирующих цилиндров с поршнями, внутри которых расположены шнеки. Высота подъема поршней регулируется в зависимости от дозы загрузки. В верхней части насадки, служащей для подачи мяса в дозирующие цилиндры, имеется полукольцевой нож отрезающий излишки мяса, не попавшего в дозирующие цилиндры.
Автоматический дозатор оборудован механизмом электрической блокировки. По цеховому конвейеру поступают банки сначала в приемный лоток, а затем в гнезда загрузочного стола. Вращаясь вместе со столом, банка подходит к дозирующему устройству для соли (или смеси соли с перцем), получает порцию соли и затем подходит под один из восьми дозаторов мяса. В этот момент банка захватывается толкателем и переходит на направляющую выдачи банок. Двигаясь по ней, банка находится все время под одним из мерных цилиндров, из которого поршнем выталкивается мясо, и таким образом банка наполняется.
Наполненные банки от автоматов-дозаторов по транспортеру подаются через участок контрольного взвешивания (рис. 10.8.).
При взвешивании устанавливают вес брутто. Вес нетто определяют вычитанием среднего веса тары. Вес нетто не должен отличаться от установленной рецептурой нормой и колеблется в пределах +2%. Далее консервы направляются на закатку.
ВакуумированиеЭто процесс удаления воздуха из банок. Кислород воздуха остающийся в банке усиливает коррозию внутренней поверхности, вызываемую ее взаимодействием с составными частями продукта и вступает во взаимодействие с металлом. Воздух увеличивает избыточное давление, возникающее во время стерилизации. Кроме того воздух уменьшает коэффициент теплопередачи и уменьшает скорость прогрева консервов. Удаление воздуха уменьшает вероятность развития аэробных микроорганизмов, увеличивает устойчивость консерва. Нагрев содержимого обеспечивает перед герметизацией удаление около половины всего количества воздуха. Вакуумирование позволяет удалить 80-90% всего количества воздуха. В большинстве случаев вакуумирование практикуют одновременно с закаткой в вакуум- закаточных машинах.
Закатка, маркировка банокНаполненные и взвешенные банки по транспортеру подают на закатку. Закатка - важный технологический процесс, во многом определяющий качество готовой продукции и ее товарный вид. Они предназначены для герметизации тары с продуктом с целью его дальнейшего хранения. Для закатывания применяют закаточные машины.
Закаточные машины по принципу действия подразделят на неавтоматические (банки к закаточной головке и закаточные ролики подают к банке вручную), полуавтоматические (закаточные ролики работают автоматически, а банки к закаточной головке подают вручную), автоматические (оба процесса осуществляются автоматически). По положению банки во время закатки машины делят на две группы: в одной группе машин банки при герметизации стоят неподвижно, в другой вращаются вокруг своей оси.
Из автоматических наиболее распространенной в мясоконсервной промышленности является однобашенная закаточная шестишпиндельная машина.
Для проведения закатки с одновременным вакуумированием используют различные вакуум-закаточные машины, причем при наличии в установке клинчера (машины предварительной закатки) вакуум-насосы монтируют отдельно от закаточных машин, а при отсутствии клинчера - в самой закаточной машине.
Герметизацию жестяных банок выполняют путем образования двойного закаточного шва. Он представляет собой плотное соединение корпуса банки с фланцем крышки, состоящее из пяти слоев жести, из которых три слоя образованы крышкой и два — корпусом. Между слоями жести находится уплотняющая прокладка из эластичного материала.
Для герметизации фигурных банок применяют пасту или резиновые кольца, которые изготовляют из невулканизированной резины, а для герметизации цилиндрических банок—водоаммиачную пасту, вырабатываемую из синтетического латекса, каолина, канифоли и аммиака.
Двойной закаточный шов образуется за две операции (рис. 10.9).
Закаточные ролики первой операции предварительно подкатывают под фланец крышки и под фланец корпуса банки, а закаточные ролики второй операции окончательно оформляют шов, плотно сжимая и прикатывая все слои жести.
Образование правильного двойного закаточного шва в значительной степени зависит от профиля и размеров рабочей части закаточных роликов, а также от их положения относительно закатываемой банки и закаточного патрона. Правильно закатанный двойной шов должен быть совершенно гладким, без морщин и выступающих частей металла. В нижней части шов должен быть сжат, а в верхней — расширен.
Стеклянные банки укупоривают металлическими крышками с резиновыми кольцами. Толщина колец 2,2 мм, высота 2,5 мм.
Проверка на герметичностьКонсервы в негерметичной таре быстро портятся в связи с жизнедеятельностью микроорганизмов, проникающие в тару извне. Даже при незначительной негерметичности уменьшение давления внутри банки после стерилизации сопровождается засасыванием воздуха, а вместе с ним и микроорганизмы. Проверяют на герметичность все банки, за исключением закатанных на вакуум- закаточной машине.
Банки на герметичность проверяют несколькими способами: визуально (внешний осмотр), в водяной контрольной ванне с помощью воздушных и воздушно- водяных тестеров. Визуальный осмотр производят непосредственно на конвейере по качеству закаточного шва, но им можно обнаружить брак только при явных признаках негерметичности. В водяной контрольной ванне с температурой воды 80-90 °С в течение 1-2 минут о негерметичности банок судят по появлению воздушных пузырьков в воде, выделяющихся из банки вследствие расширения объема воздуха, вызываемого нагревом. В процессе контроля содержимое банки подвергается частичному предварительному подогреву, что влияет на режим последующей стерилизации. Кроме того, в водяной ванне банки перед стерилизацией одновременно моются.
При обнаружении негерметичной банки их удаляют с конвейера. Плохо закатанные банки вскрывают и их содержимое перекладывают в другие. Банки, негерметичные по продольному шву подпаивают, негерметичные по закаточным швам вторично подкатывают на закаточной машине роликом второй операции. После этого банки вновь проверяют на герметичность в контрольной ванне.
После проверки на герметичность банки укладывают в автоклавные корзинки с помощью банкоукладчика. Укладчик представляет собой комбинацию гидравлического подъемника с платформой и специальной автоклавной корзиной с передвижным дном. Автоклавная корзина устанавливается электротельфером на рольганг. При этом поступающая из цилиндра в кран вода давит на поршень, который при помощи штока поднимает подвижное дно корзины на уровень стола (рис. 10.10).
После укладки первого ряда банок дно корзины опускается на величину, равную высоте банки и так далее вплоть до его заполнения. Большое значение имеет предотвращение простоя после фасовки продукта в банки и до начала стерилизации. Продолжительность всего процесса, начиная с момента закатки до начала стерилизации, не должна превышать 30 минут. При нарушении этих условий в сырье будут размножаться микроорганизмы, что приведет к браку консервов.
Стерилизация консервовСтерилизация — одна из основных операций технологического процесса производства консервов, которую проводят нагреванием продукта до температуры выше 100 С для подавления жизнедеятельности микроорганизмов. При стерилизации консервов споры инактивируются т.е. теряют способность к развитию, прорастанию, размножению. Хотя стерилизацией не всегда достигается стерильность консервов, но обеспечивается доброкачественность их и стойкость к хранению.
При стерилизации консервов основное значение имеют два фактора — температура и продолжительность ее воздействия. Однако воздействие высоких температур может вызвать изменение составных частей консервируемого продукта, что приводит к ухудшению органолептических свойств. В консервном производстве пользуются как правило в пределах 120°С.
При стерилизации как и при любой тепловой обработке происходят следующие изменения:
1. тепловая денатурация растворимых белковых веществ;
2. сваривание и гидротермический распад коллагена соединительной ткани;
3. изменение жира, экстрактивных веществ;
4. изменение структуры и прочностных свойств.
Степень этих изменений определяется в основном продолжительностью теплового воздействия и температурой. Явления, происходящие при денатурации белков, сводятся в первую очередь к изменению пространственной структуры белковой молекулы, вследствие чего изменяются ее химические, физические и биологические свойства. Температуры, характерные для процесса стерилизации консервов, интенсифицируют ход гидролиза белковых веществ и отрицательно сказываются на пищевой ценности мясопродуктов.
Изменения коллагена при тепловой обработке играют положительную роль так как сваренный коллаген лучше переваривается, образует бульоны, застудневающие при охлаждении до состояния желе. Скорость и степень распада коллагена при тепловой обработке резко возрастает с увеличением степени измельчения соединительной ткани. Благодаря гидролизу коллагена в мышечной ткани продукт становится более «нежным».
Количественные изменения экстрактивных веществ, формирующих аромат и вкус мясопродуктов, обусловлены двумя противоположными процессами: их накоплением в результате распада высокомолекулярных соединений и уменьшением вследствие их собственного распада под влиянием нагрева.
При тепловой обработке, вызывающей денатурацию белковых веществ, происходит упрочнение структуры мясных изделий, уменьшается водоудерживающая способность. Изменение этих показателей зависит не только от свойств используемого сырья, но и от режима стерилизации. Как правило, длительный нагрев при высоких температурах приводит к ухудшению структурно- механических свойств.
Техника стерилизацииСтерилизацию производят паром или водой. Консервы в стеклянной таре стерилизуют водой во избежание разрыва стекла. С этой целью стерилизацию стеклянных банок ведут с противодавлением, осуществляемым сжатым воздухом или гидравлическим путем. Мясные консервы, выпускаемые в жестяных банках, стерилизуют паром. Процесс стерилизации консервов в жестяной таре в автоклавах ведут следующим образом:
а) перед началом работы все автоклавы тщательно проверяют и приводят в рабочее состояние т.е. устраняют все неисправности в паропроводах, конденсатопроводах и продувных вентилях; стерилизацию в неисправных автоклавах категорически запрещается;
б) каждый автоклав должен быть снабжен предохранительным клапаном, манометром, термометром, вставленным в масляную ванну в крышке или корпусе автоклава, и термографом. Все контрольно-измерительные приборы следует проверять не реже одного раза в три месяца с составлением соответствующего акта.
в) после тщательной проверки исправности автоклава, термограф заряжают термограммами; термограмма должна иметь номер, в ней указывают номер термографа, автоклава, число и месяц; ее заполняют чернилами и подписывает представитель лаборатории; затем заводят часовой механизм и на термограф наносят пломбу, по окончании смены на термограммы наносят наименование простерилизованных консервов, а затем их подписывают представители лаборатории; заполненные термограммы передают в лабораторию на хранение в течение 5 лет вместе со стерилизационным журналом.
г) наполненные банками корзины осторожно загружают в автоклав, пускают пар для вытеснения основной массы воздуха, затем автоклав закрывают, одновременно открывают продувной кран на крышке автоклава, вставляют термометр в гнездо и открывают вентиль для спуска конденсата. При таком положении автоклава вытесняют оставшийся воздух и прогревают автоклав и стерилизуемый продукт.
д) по окончании прогрева закрывают продувной кран и конденсационный вентиль и поднимают температуру до температуры стерилизации, которая ведется в течение установленного режимом стерилизации времени. В процессе собственно-стерилизации по контрольно-измерительным приборам наблюдают, чтобы температура в автоклаве все время держалась на уровне, установленном режимом, ее регулируют подачей пара и спуском конденсата.
е) по окончании собственно- стерилизации прекращают подачу пара, открывают продувной и конденсационный вентили и для предупреждения нарушения герметичности банок и образования подтека постепенно и осторожно выпускают из автоклава пар и остаток конденсата и таким образом понижают давление внутри автоклава до нуля по показанию манометра в течение времени для спуска пара.
Режим стерилизации консервов принято выражать формулой стерилизации:
где А — продолжительность предварительного прогрева;
В — продолжительность прогрева консервы до температуры стерилизации;
С — продолжительность собственно стерилизации;
Д — продолжительность выпуска пара;
Т — температура стерилизации.
Так как контроль за соблюдением режима стерилизации осуществляется наблюдением за изменением температуры по времени в аппарате, а не в банке, то обычно элементы времени А и В соединяют и формула приобретает следующий вид:
Для каждого вида консервов в зависимости от рецептуры, емкости и тары существует своя формула стерилизации.
Все данные стерилизации и показания контрольно-измерительных приборов проверяют и заносят в специальный пронумерованный, прошнурованный и скрепленный печатью и соответствующими подписями стерилизационный журнал.
ж) в случае прекращения подачи пара в автоклав во время стерилизации или подачи его в количестве, недостаточном для поддержания в автоклаве установленной температуры, начальник цеха и заведующий лабораторией составляют соответствующий акт и вносят коррективы в режим стерилизации, который заносят в графу «Примечание» стерилизационного журнала.
и) охлаждение банок водой после стерилизации без противодавления не допускается; охлаждение консервов в жестяных банках до 40-45°С производят с противодавлением в течение 50-60 минут, после чего открывают крышку автоклава.
Нагрев с целью стерилизации производят в автоклавах периодического или непрерывного действия.
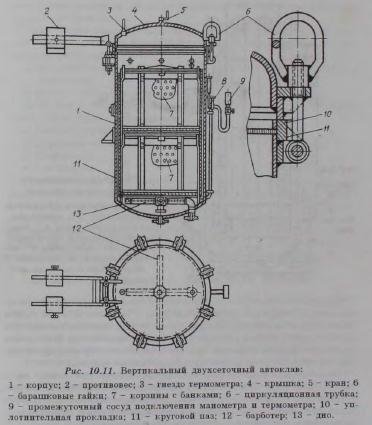
Вертикальный автоклав представляет собой одностенный котел с откидной крышкой, которую во время работы автоклава герметически закрывают болтами. В открытом положении крышка удерживается противовесом. Пар в автоклав поступает через находящийся на дне змеевик с отверстиями (рис. 10.11).
Горизонтальные автоклавы — одностенные котлы, установленные в горизонтальном положении с такой же системой подачи пара, как в вертикальных автоклавах. В эти автоклавы банки загружают в корзинах или на сетках при помощи вагонеток. Загружают вагонетки с одной стороны автоклава, а выгружают с другой.
Стерилизатор непрерывного действия состоит из стерилизатора и охладителя, соединенных в один агрегат (рис. 10.12).
Внутри стерилизатора и охладителя на роликах расположены спиральные направляющие для цепного конвейера, а также клапаны для подачи банок в стерилизатор, для передачи банок из стерилизатора в охладитель и для выгрузки банок из охладителя. Сверху стерилизатора установлена стрела для подъема клапанов. На стерилизаторе имеется воздушный клапан. На корпусах установлены предохранительные клапаны.
Охлаждающая вода по трубопроводу циркулирует при помощи насосов. Уровень воды в охладителе контролируется автоматическим регулятором и поплавковым выключателем. Щит охладителя имеет контролирующие приборы: терморегулятор с воздушным клапаном; циферблатный термометр, соединенный со стерилизатором, манометр.
Закаточные банки по течке поступают на поворотную станцию приемного клапана, откуда вертикально поставленные банки подаются шнековым транспортером, работающим синхронно с приемным клапаном, в ротор. Последний передает банки в течку с цепью, который передвигает их в вертикальном и горизонтальном направлении. Тяговая цепь подводит банку к передаточному клапану, ротор снимает банку с течки и передает ее в течку охладителя. В данном стерилизаторе можно стерилизовать банки разных размеров; для этого необходимо заменить роторы стерилизатора и охладителя.
После стерилизации жестяные банки проходят первый (горячии) контроль - просмотр каждой банки; при этом отсортировывают банки со следующими дефектами:
а) негерметичные банки т.е. банки с активным подтеком, разрывами и трещинами;
б) банки с глубокими помятостями.
Далее банки направляют на охлаждение и подвергают второй сортировке, при которой отсортировывают:
а) банки с подтеками, разрывами;
б) с грубыми помятостями;
в) бомбажные;
г) с «птичками».
Различают следующие виды бомбажа: микробиальный, химический и физический. Микробиальный бомбаж обусловлен накоплением в консервах газообразных веществ — продуктов жизнедеятельности микрооганизмов. Химический бомбаж возникает в консервах вследствие накопления газообразных веществ в результате химического взаимодействия продукта с материалом тары. Физический бомбаж — это ложный бомбаж, который может быть в результате переполнения тары продуктом.
Смазка банок и наклеивание этикетокПеред закладкой на длительное хранение, чтобы избежать коррозии жестяные банки покрывают смазкой (техническим вазелином), а на стеклянные - наклеивают этикетки. При отправке консервов на реализацию сразу после охлаждения на банки всех типов наклеивают этикетки. Банки, направляемые непосредственно в реализацию, смазкой не покрывают.
Этикетная надпись содержит: наименование и товарный знак предприятия - изготовителя, наименование продукции, сорт, способ подготовки стандарта или технических условий, состав консервов, способ подготовки к употреблению, розничную цену. Этикетку наклеивают на этикетировочных машинах. Банки поступают в машину через загрузочную течку, в конце которой установлен резиновый ролик, пропускающий их через определенный промежуток времени. Двигаясь по направляющим планкам, банки проходят через клеевую ванну, где смазываются клеем в виде риски. Через один оборот банка совмещается с началом стопки этикетов, лежащих в магазине, и верхняя этикетка приклеивается одним концом. При дальнейшем движении банка захватывает этикетку, второй коней которой смазывается клеем через клеевую планку. Оклееная этикеткой банка переходит на разгрузочную течку и самотеком выкатывается из машины.
Неэтикетированные банки перед хранением смазывают вазелиновым маслом на вазелиносмазочной машине.







 10.04.2017
10.04.2017